Bath heaters are designed for heating a process liquid and gases indirectly through a process coil submerged into a bath solution heated by a fi re tube style burner.
Indirect fired heaters are used in order to prevent the formation of ice crystals and hydrates occurring during expansion of the Natural Gas for the Joule-Thompson effect but they are also used for instance to heat up crude oil to reduce viscosity or to heat up well-heads.

| Thermal Duty | 0,9 MW ÷ 10 MW |
| Bath fluid and bath temperature | Water, 80- 92 °C glycol + water, 90-98°C diathermic oil, 140 -250 °C molten salt 200-400 °C |
| Burner | Natural or forced draft |
| Fuel | Natural Gas, LPG, Light Oil |

The main advantage offered by this technology is the possibility to transfer energy to any process fluid at lower temperature and with higher safety levels.
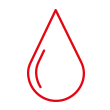
The indirect fired heater consist of an insulated bath heater shell where the bath fluid is heated through a fire tube exchanger placed in the bottom part using combustion gas produced by a burner.
By means of natural convection the water or other bath fluid transfers the heat to the process fluid circulating into a series of process coils located at the top of the heater shell.
An expansion tank placed on the top of the heater is used to compensate the change volume of the liquid with temperature.
Indirect fired heaters have long life and reduced maintenance.
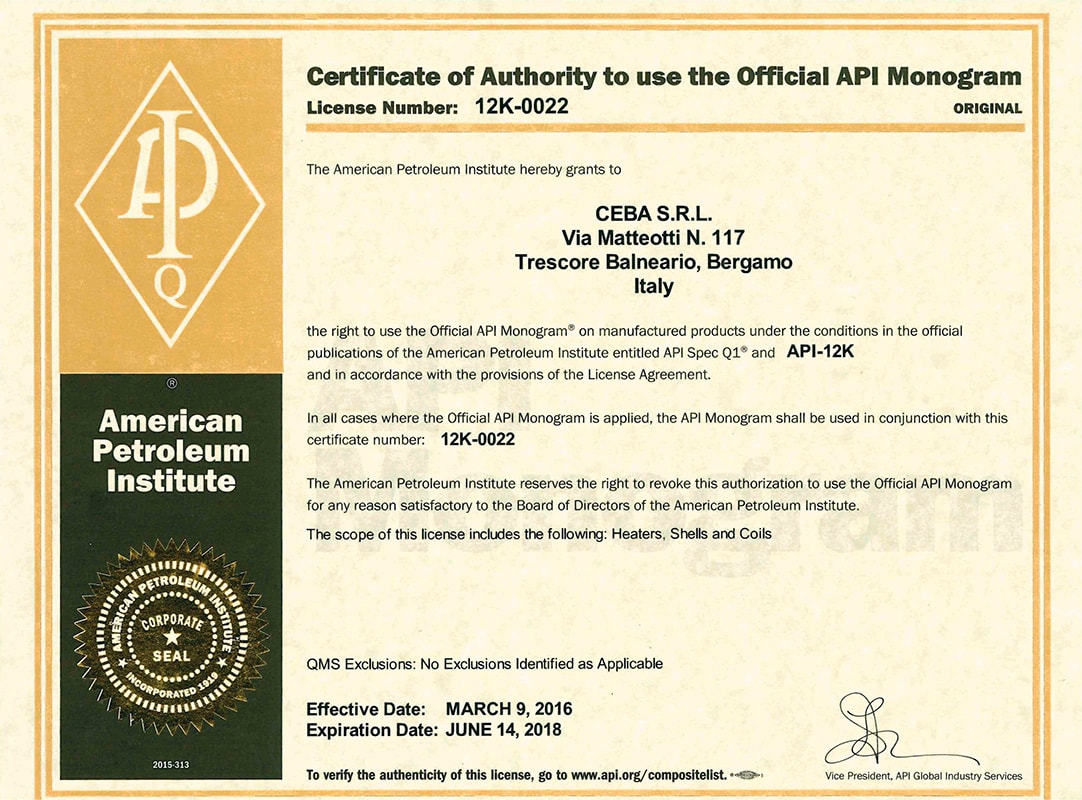
The efficiency of the system depends on the surface exchange and from burner design that can be forced or natural draft.

The design is complying with the API 12-K and CEBA is one of the few company in the world qualified with official API monogram.



